大伸ダイスの
『超精密加工』注目ポイント
-
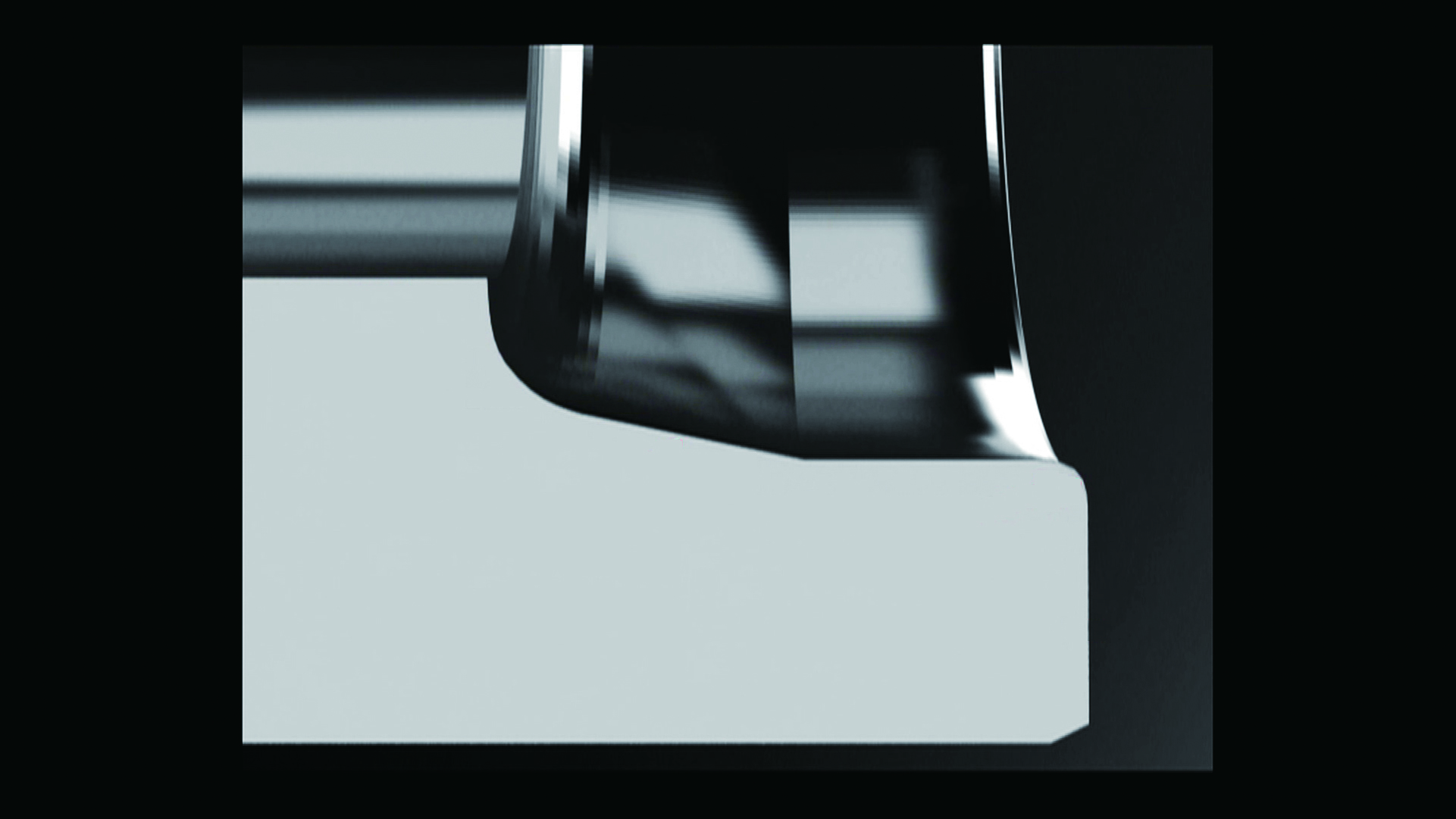
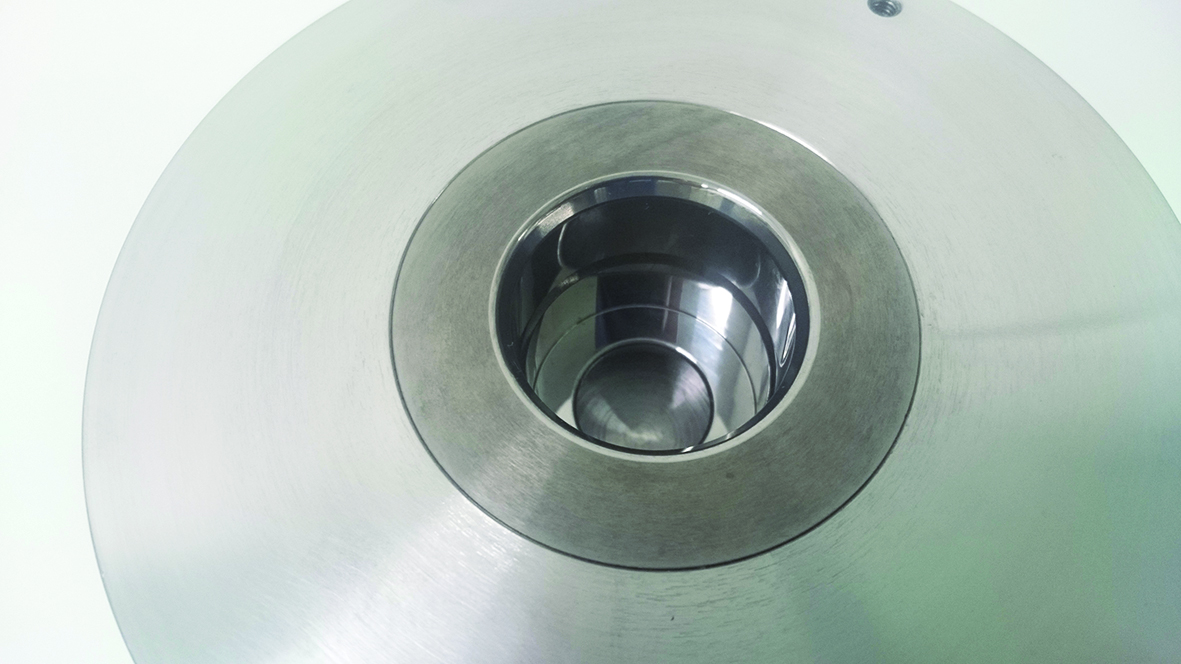
Point 01. R、テーパー、ストレートを一筆書きで研削 R、テーパー、ストレートを 一筆書きで研削

材質:超硬G2 内面粗さRa0.02

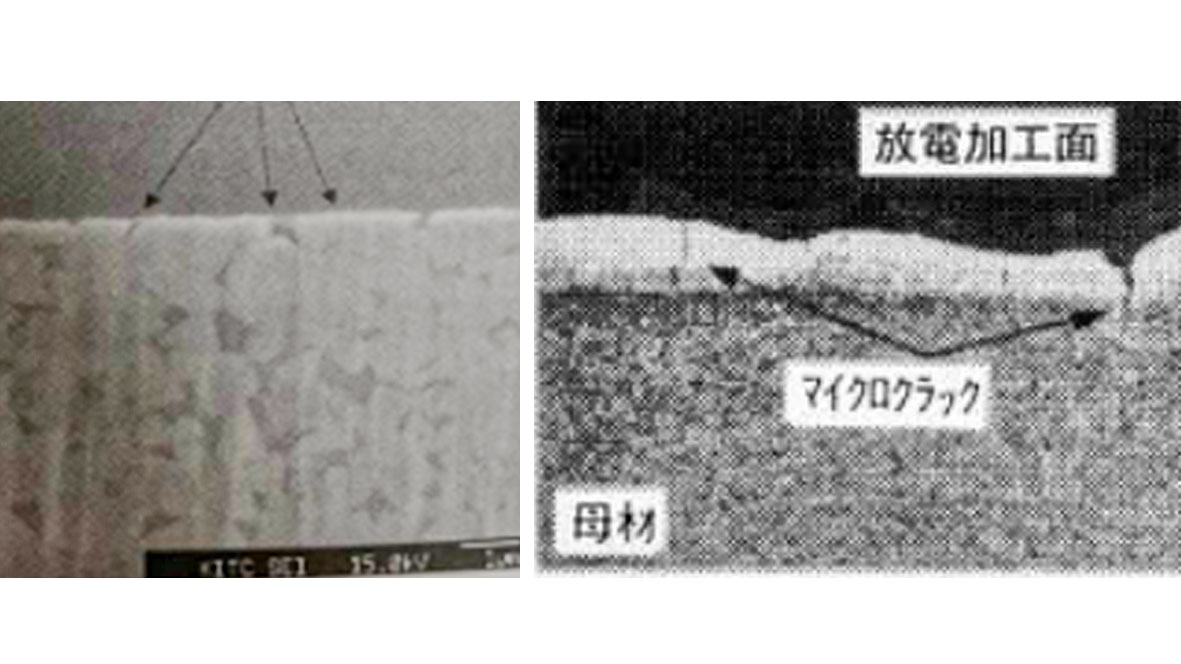
従来このような形状は「形彫り放電加工」後に「内径磨き仕上げ」を行っていましたが、磨き仕上げ時の形状精度や寸法精度は不安定であり、再現性も低い事が課題でした。また、放電加工にて発生したマイクロクラックが原因で金型の寿命にも影響を与えておりました。
大伸ダイス工業ではラップ加工まで全てを研削盤にて仕上げます。よって、形状・寸法の精度に影響は無く製品精度が安定し、マイクロクラックによる金型寿命への影響も解消されます。
-
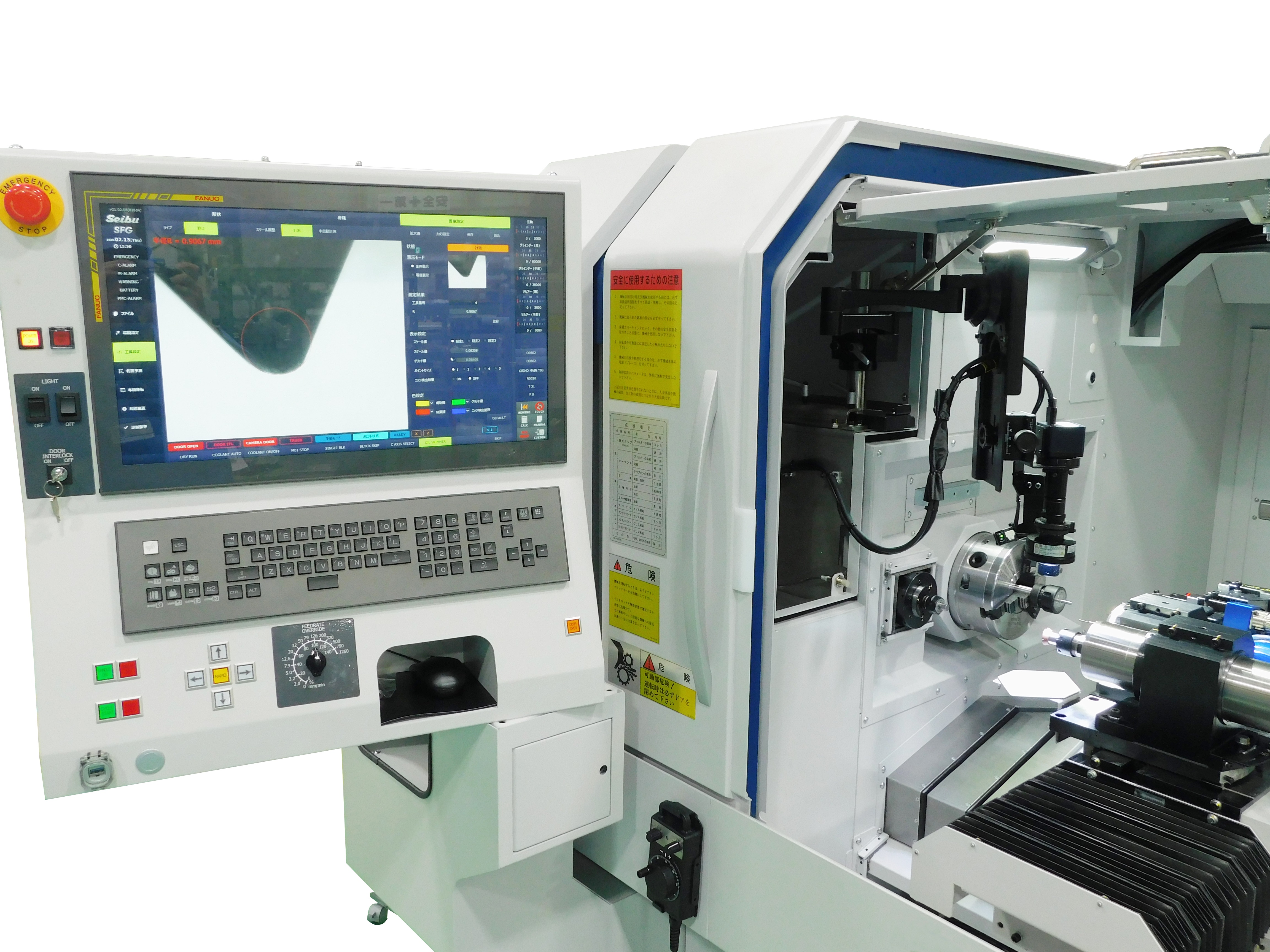
Point 02. 最新設備と技術を導入
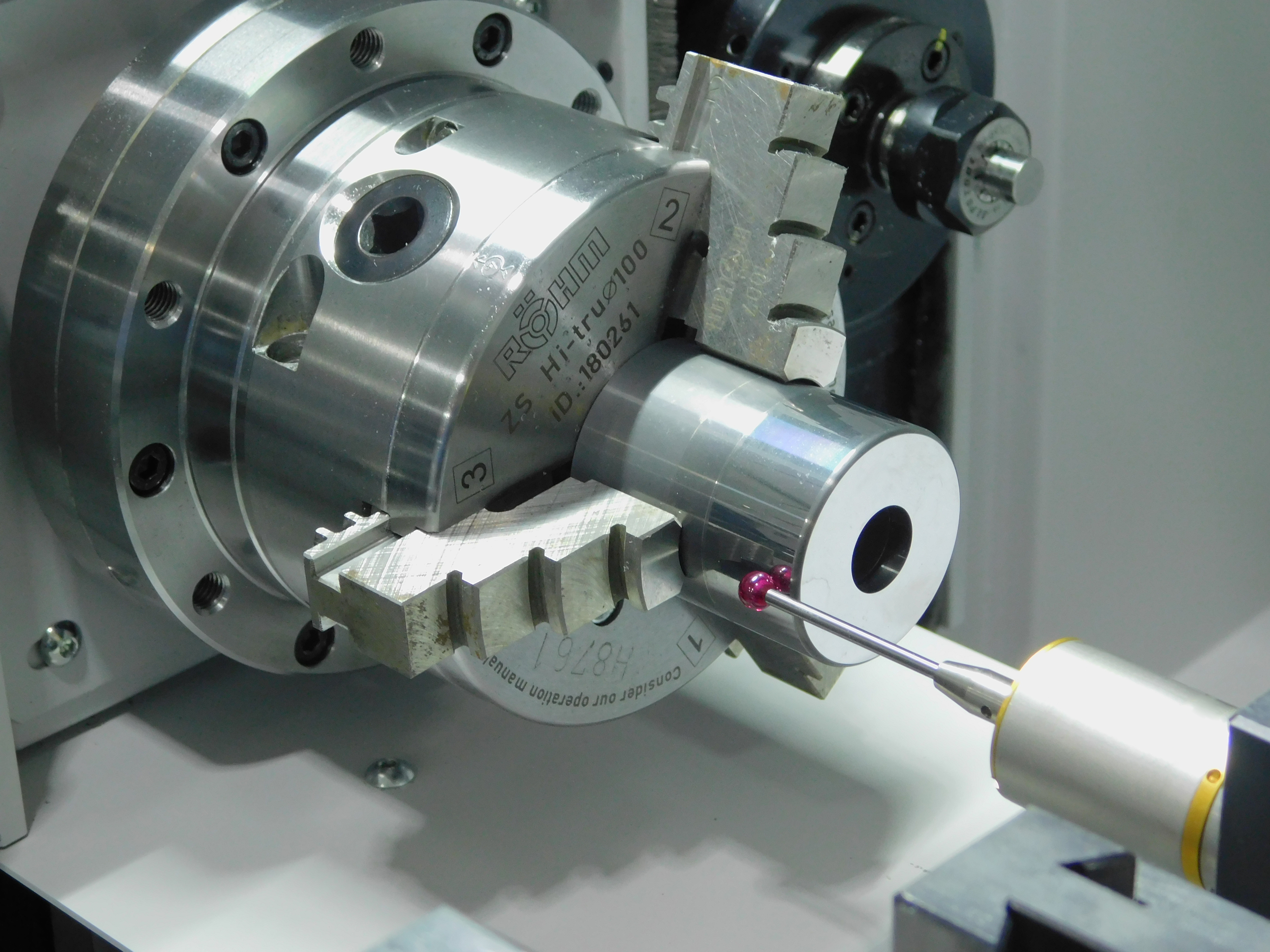
機内測定機で加工実績値を
リアルタイムにフィードバック
ワークを脱着する事なく実績値とネライ値の差分をサブミクロン単位で調整します。R・テーパー・ストレート形状の内外径全てを測定する事が可能です。
工具の摩耗量もμm単位で管理
独自の工具ノウハウを活かし高精度を実現しています。弊社の加工方法では、砥石のコーナーR値の把握が必要となる為、機内にCCDカメラを設置して砥石先端のコーナーRを測定し、結果を基に砥石を成形します。このことにより同じ製品を製作した際の再現性が格段にアップします。
-
Point 03. 最新の測定設備を品質保証専用工場で 最新の測定設備を 品質保証専用工場で

三次元測定機

スキャンニング測定機能を搭載しており、測定データを短時間で大量に大量に取り込む事で安定した測定データが得られ、人による測定誤差を低減します。また、測定プログラムは支援土の規格に準拠したフィルタを装備している為、真円度測定機と同様の手法で解析が可能です。
表面粗さ、輪郭形状測定のハイブリッド機

Z軸指示精度は±(1.0+│2H│/100)μm
フルストローク時でも1.05μmと最高の精度です。
真直度精度は0.05μm+1.0L/1000
従来では計測が難しいR部分の面粗さも測定する事が可能です。画像測定機
測定子の接触出来ない微細形状部分の測定で活躍し、自動測定プログラムの作成により再現性が高く効率の向上にも繋がります。測定子の届かない角Rや表面の形状をスキャンする際には画像測定機で解析を行います。画像測定精度は2μmと高精度での測定です。